Ursprünglich wurde Strom für die Andechser Molkerei Scheitz zu 100 % aus dem öffentlichen Versorgungsnetz bezogen. Die Dampferzeugung erfolgte über Dampfkessel, die Kälteerzeugung über Kolbenverdichter und Drucklufterzeugung über Schraubenverdichter ohne Wärmerückgewinnung.

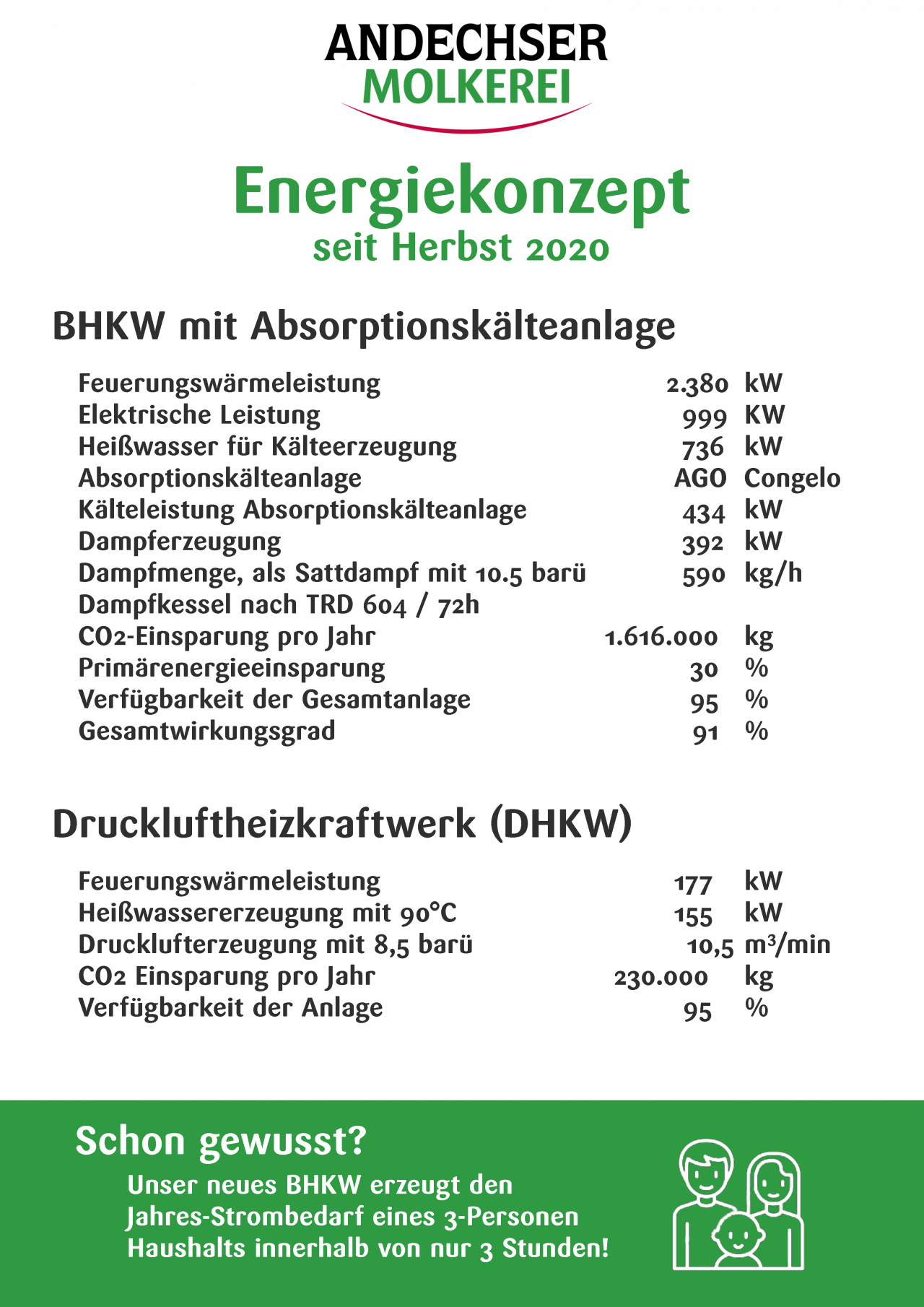
Seit 2020 werden in der Molkerei mit Unterstützung der AGO GmbH ein BHKW mit Absorptionskälteanlage und ein Druckluftheizkraftwerk eingesetzt. Die Anlagen sind untereinander eng verzahnt und die Abwärme wird voll genutzt, um eine größtmögliche Senkung des Energieverbrauchs und der CO2 Emission zu erreichen. So wird das Abgas aus dem BHKW mit einer Temperatur von 413°C für die Dampferzeugung genutzt. Das Abgas wird vor der Einleitung in den Kessel über einen Oxydationskatalysator gereinigt. Um die verschärften Emissionsanforderungen ab 2025 erfüllen zu können, sind bereits jetzt das Gehäuse und der Einbauplatz für die Abgasreinigung mithilfe des dann notwendigen SCR Katalysators vorgesehen. Das Heißwasser aus der Motorkühlung wird über einen zweiten Abgaswärmetauscher nacherhitzt. Mit dieser Heizleistung wird in der Absorptionskälteanlage Kälte erzeugt. Das nicht für die Absorptionskälteanlage genutzte Warmwasser aus der Kühlung des Gemischgaskühler mit nur 60°C wird in den Wärmetauschern eines Druckluftheizkraftwerkes (DHKW) auf über 90 °C nacherhitzt. Mit dieser Temperatur ist das Heißwasser für die Joghurterhitzung einsetzbar und kompensiert damit die bisherige Heißwasserbereitung durch Dampf. Durch die Absorptionskälteanlage der Kraftwärmekälteanlage (KWKK Anlage) wird der Stromverbrauch für die Kälteerzeugung reduziert. Für die Rückkühlung des Kältemittels in der Absorptionskälteanlage werden trockene adiabate Rückkühlsysteme eingesetzt. Spitzen bei der Kälteerzeugung werden in Eisspeichersilos gesammelt.
Durch die Kombination aus BHKW mit Absorptionskälteanlage und DHKW spart die Andechser Molkerei Scheitz zusätzlich pro Jahr über 1.846.000 kg CO2 ein. Eine Leistung, die auch in der Nominierung für den Energy Efficiency Award 2021 Anerkennung findet.